









Proses mengasah pisau dan perkakas lainnya merupakan bagian dari metode pemesinan baja yang lebih luas – yaitu pengamplasan. Metode ini digunakan di mana saja dalam produksi komponen logam apa pun. Saat ini hampir sepenuhnya mekanis dan dilakukan dengan bantuan berbagai perangkat gerinda. Pada saat yang sama dalam proses penggilingan manual, semua prinsip dasar penggilingan yang berasal dari pemrosesan mekanis industri diamati.
Dalam proses penggilingan ada dampak fisik pada baja dengan bantuan bahan abrasif, mereka memotong jumlah logam yang diperlukan dari permukaan yang dirawat. Setiap logam memiliki ketidakrataan tertentu dari lapisan permukaan, dan tujuan utama penggilingan adalah untuk mendapatkan kebersihan permukaan yang diperlukan, yang selalu lebih tinggi daripada pada benda kerja asli. Paling sering penghilangan lapisan atas secara mekanis diperlukan setelah perlakuan panas pada paduan yang diperoleh dengan metode pengecoran, penempaan, penggulungan, dll. Dengan demikian tujuan utama penggilingan adalah:
1. Penghapusan penyimpangan lapisan permukaan logam dan dengan demikian memperoleh kualitas kerja produk yang diinginkan
2. Mengurangi ketebalan permukaan mesin
3. Meningkatkan pergeseran benda kerja
4. Memperoleh kebersihan estetika yang diperlukan dari lapisan permukaan

Sumber foto: https://www.rocta.ru/info/shlifovka-metalla-metody-i-vidy-shlifovaniya-metallicheskih-poverhnostej-i…
Hasil penggerindaan logam dicapai dengan memaparkan logam ke bahan abrasif yang memiliki kemampuan untuk menghilangkan lapisan atas dari permukaan karena karakteristik fisiknya. Faktor kunci dalam penggerindaan mesin sering kali bukanlah jenis butiran abrasif tertentu atau kualitas ikatan yang menahan butiran, tetapi kecepatan mekanismenya. Selain itu, pemesinan dengan kecepatan tinggi pasti akan menyebabkan pemanasan pada area kerja dan memerlukan penggunaan cairan pendingin. Penggunaan berbagai cairan pendingin juga memiliki efek langsung pada hasil penggerindaan.
Beberapa jenis penggerindaan digunakan dalam pemesinan:
1. Penggerindaan eksternal bulat
2. Penggerindaan permukaan datar
3. Penggerindaan tanpa pusat
4. Mengubah kekasaran permukaan internal

Sumber foto: http://www.pkpto.ru/content/ploskoe-shlifovanie
Penajaman alat potong mengacu pada penggerindaan permukaan datar. Dalam pemesinan, biasanya dibagi ke dalam tiga tahap:
1. Pengasaran, di mana sejumlah besar lapisan atas logam dihilangkan.
2. Pengasaran, di mana bahan abrasif yang digunakan lebih sedikit dibandingkan dengan pengasaran, tetapi keakuratan bagian yang dihasilkan tidak tinggi.
3. Finishing, yang menghasilkan kualitas permukaan setinggi mungkin.
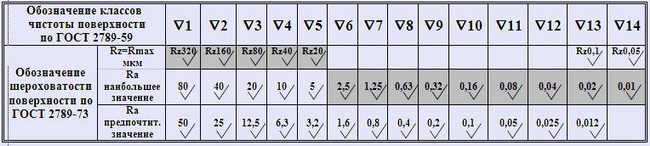
Sebagai hasil dari penggerindaan apa pun, akan menghasilkan permukaan dengan sejumlah ketidakteraturan. Hal ini disebabkan oleh deformasi plastis pada lapisan permukaan benda kerja. Jumlah penyimpangan ini disebut kekasaran dalam pemesinan industri dan dibagi menjadi beberapa kelas. Kekasaran adalah indikator penting, yang dimanifestasikan terutama dalam pengoperasian berbagai bagian dan rakitan, terutama permukaan yang bergesekan. Kelas kekasaran paling sering bergantung pada abrasive yang digunakan, kecepatan dan durasi mesin gerinda.
Semakin kecil butiran abrasif, semakin bersih kerjanya dan semakin tinggi tingkat kekasaran yang dicapai. Skala standar menyediakan 14 tingkatan. Tingkat 1 sampai 3 adalah pengasaran, tingkat 4 sampai 6 adalah semi-finishing, dan tingkat 7 sampai 9 adalah finishing. Mulai dari kelas 9, jenis pekerjaan seperti itu disebut finishing (pemolesan), sedangkan dari 10 hingga 12 – untuk operasi pemolesan, dan dari 13 hingga 14 – untuk operasi finishing. Kelas kekasaran 6 hingga 14 dibagi ke dalam beberapa kelas (a, b, c) untuk membedakan penyimpangan terkecil dalam kualitas permukaan.
Sumber foto: https://alexfl.pro/drawing/drawing_sherohovat.html
Pengukuran kekasaran dilakukan dalam panjang dasar yang dipilih dari area permukaan tertentu dalam langkah tertentu. Menurut standar, nilai dipilih dari kisaran: 0,01; 0,02; 0,04; 0,04; 0,08; 0,16; 0,63; 1,25; 2,5; 5; 10; 20; 40 dan 80 mikron. Harus diingat bahwa pemolesan akhir pada nilai tertinggi ditujukan untuk mencapai perkawinan maksimum komponen yang beroperasi di bawah gesekan permukaan yang berbeda. Poin yang penting adalah bahwa komponen yang memiliki area perkawinan akan berubah kekasarannya dalam proses yang disebut “pengerjaan”, ketika komponen-komponen tersebut bergesekan satu sama lain dalam proses operasional. Dengan demikian, apa yang disebut “kekasaran optimal” diperoleh, yang tidak hanya bergantung pada kualitas penggerindaan permukaan, tetapi juga pada kualitas logam, pelumas yang digunakan, dll.
.
Sumber foto: https://studme.org/84678/tehnika/sherohovatost_poverhnosti
Untuk pengasahan pisau dan perkakas secara manual, prinsip dasarnya sama dengan penggerindaan mekanis. Di sini juga, abrasive dengan ukuran butiran yang berbeda digunakan secara berurutan untuk menghilangkan kotoran, mengasah dasar dan finishing. Namun demikian, proses “pengerjaan” tidak termasuk dalam kasus ini, karena penggunaan alat potong apa pun menyiratkan penghancuran ujung tombak dalam proses kerja, dan bukan peningkatan kualitasnya. Sedangkan untuk mencapai kekasaran pisau dan ujung tombak yang tinggi, berkat pasta berlian dan elboron, serta pasta yang berbahan dasar aluminium oksida dan berbagai pelapis, dimungkinkan untuk mencapai kelas kebersihan yang paling tinggi. Namun demikian, mata potong yang bersih maksimum tidak sama dengan kualitas maksimum permukaan pemotongan dan tidak akan menunjukkan hasil yang baik pada semua bahan.